品質管理

現場で役に立つ精度を
図面の数字を満たすだけでなく
再現性・納期・総コストを同時に最適化
品質方針 ― “使える精度”を基準に設計する
過剰品質でコストを膨らませず、過少品質で手戻りを生まない。
その中庸を狙うために、材料選定から工程設計(粗→仕上げ→熱/表面処理)、検査、梱包までを一貫の設計思想で束ね、再現性・納期確実性・総コストのバランスを取ります。
検査体制 - 受入→工程内→最終の“三段管理”
受入検査で材質・証明書・外観を確認し、工程内検査で要所の寸法・幾何公差(平面度/平行度/直角度ほか)をチェック。最終検査で判定基準に沿って合否を確定し、必要に応じて検査成績書と材証を添付します。

計測・校正 ― 数字の“再現性”に責任を持つ
接触/非接触の測定手段や各種ゲージを使い分け、基準器の定期校正と温湿度配慮で測定の再現性を担保。測定値はロット・工程別に記録し、トレンド変動を監視します。必要に応じて測定条件(治具/姿勢/クランプ方法)まで開示し、社内外で同じ値が取れる状態をつくります。

品質管理へのこだわり
私たちが守りたいのは、数値そのものではなく『現場で確かに機能する”使える品質"』です。
材料ロットから加工条件、測定基準、梱包姿勢までをひとつのストーリーとして管理し、再現性・納期・総コストのバランスを崩さずに積み上げます。過剰品質でコストが跳ねないように、過少品質で手戻りを生まないように――その中庸を、設計段階から伴走してつくり込みます。
不適合が出たときは原因の切り分け(発生点/流出経路)と是正+予防をセットで実施。
測定は条件(治具・姿勢・クランプ)まで明記し、社内外で同じ値が再現できる状態を共有します。出荷では面保護・防錆・荷重方向の配慮を標準化し、到着=そのまま組付け可能を前提に仕立てます。




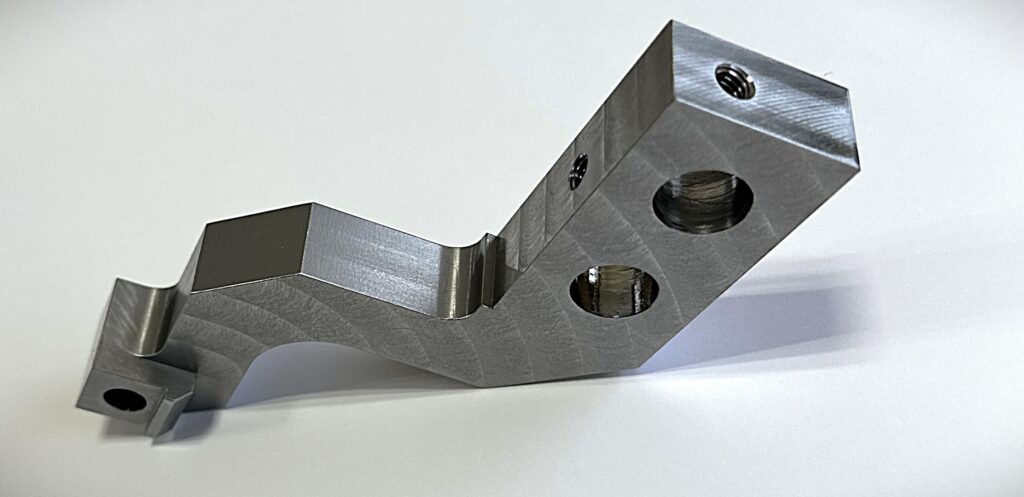
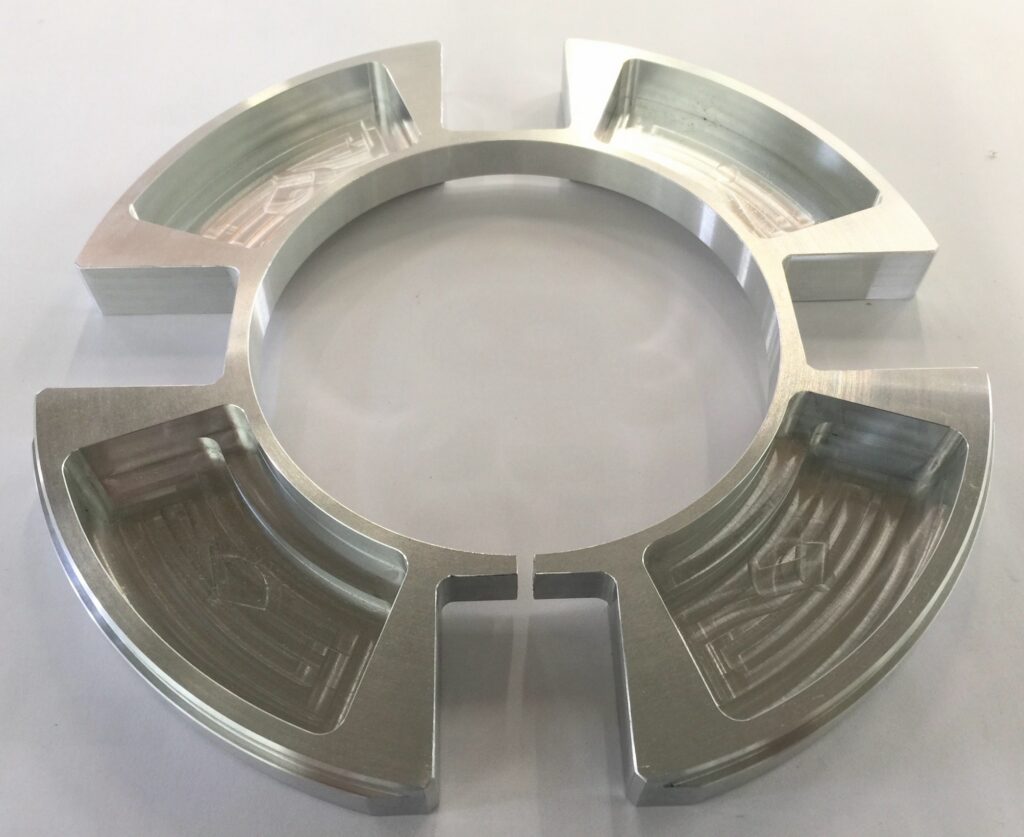
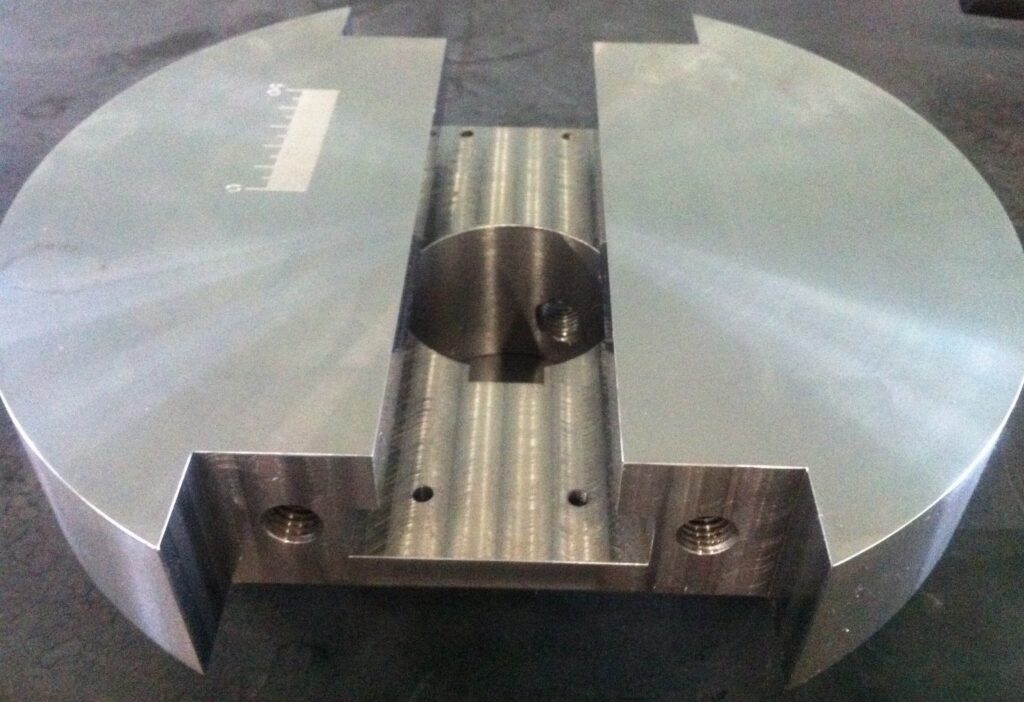
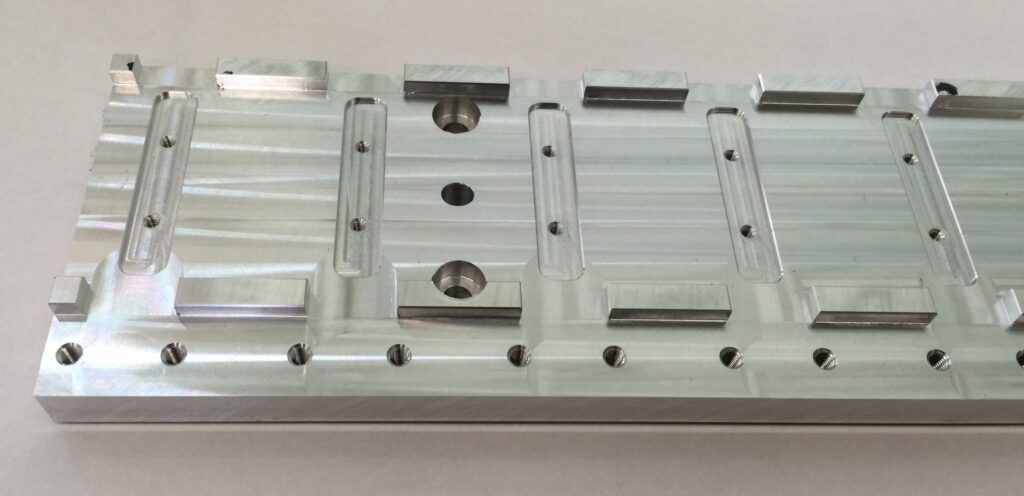
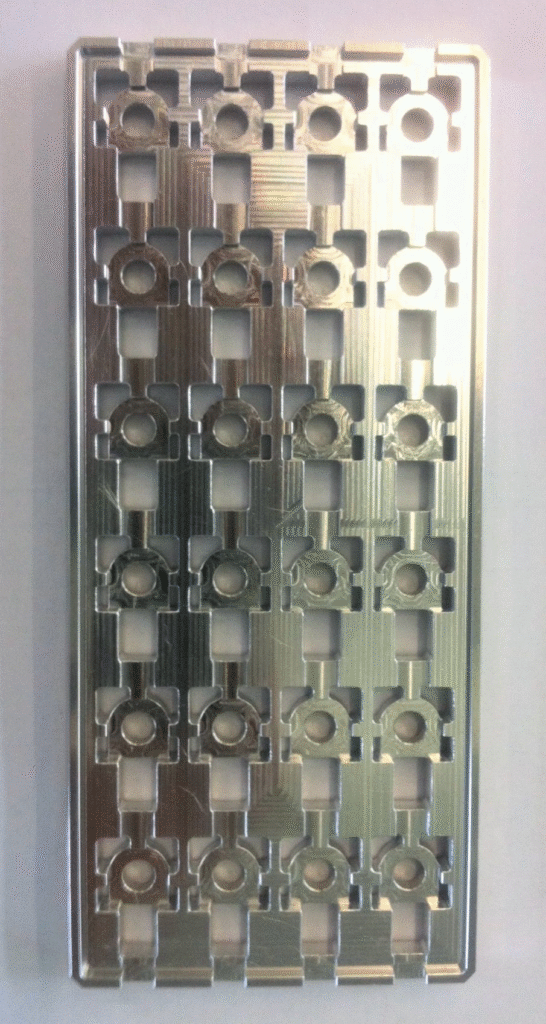
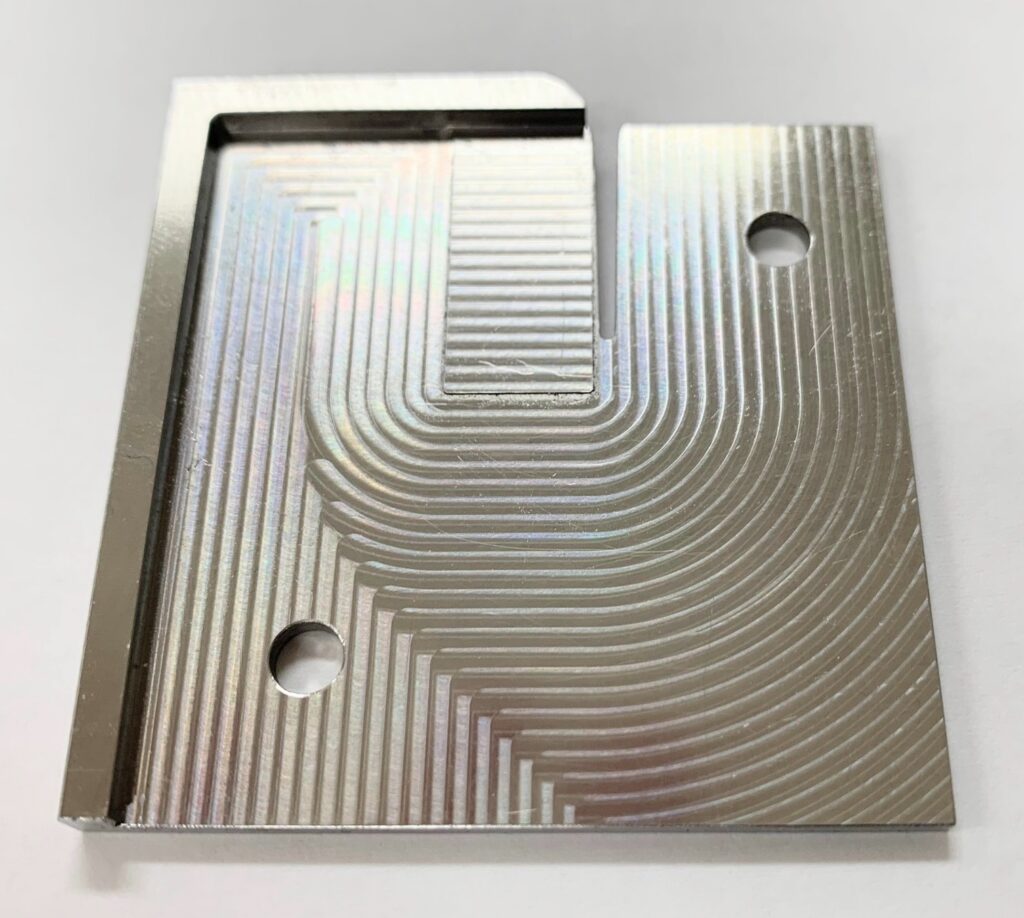
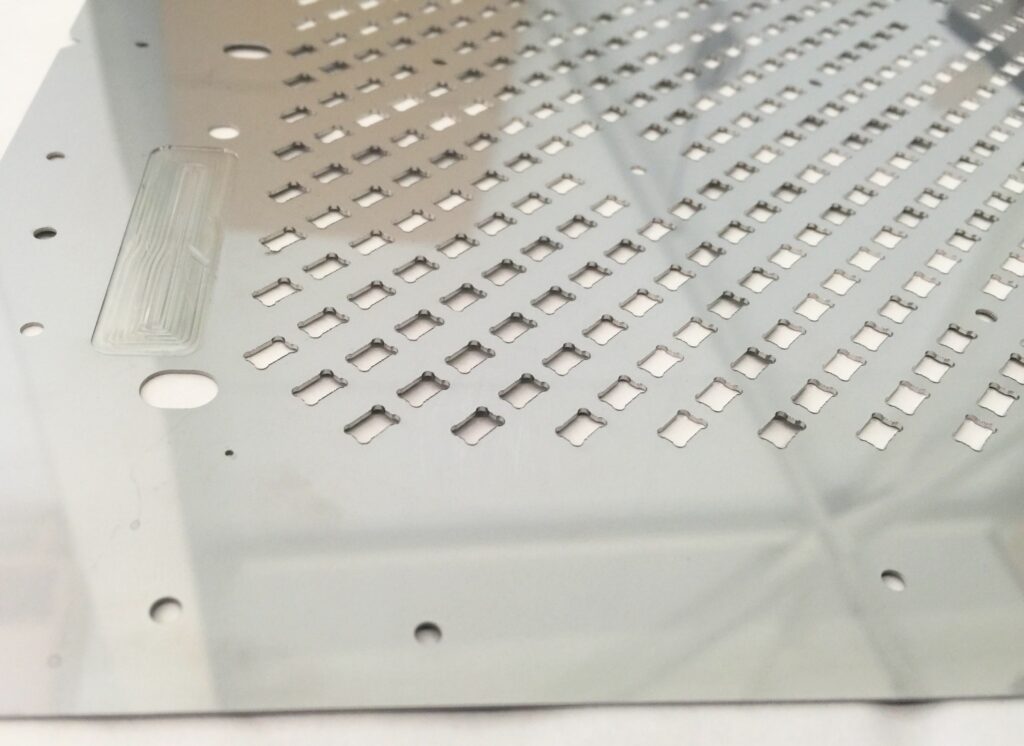
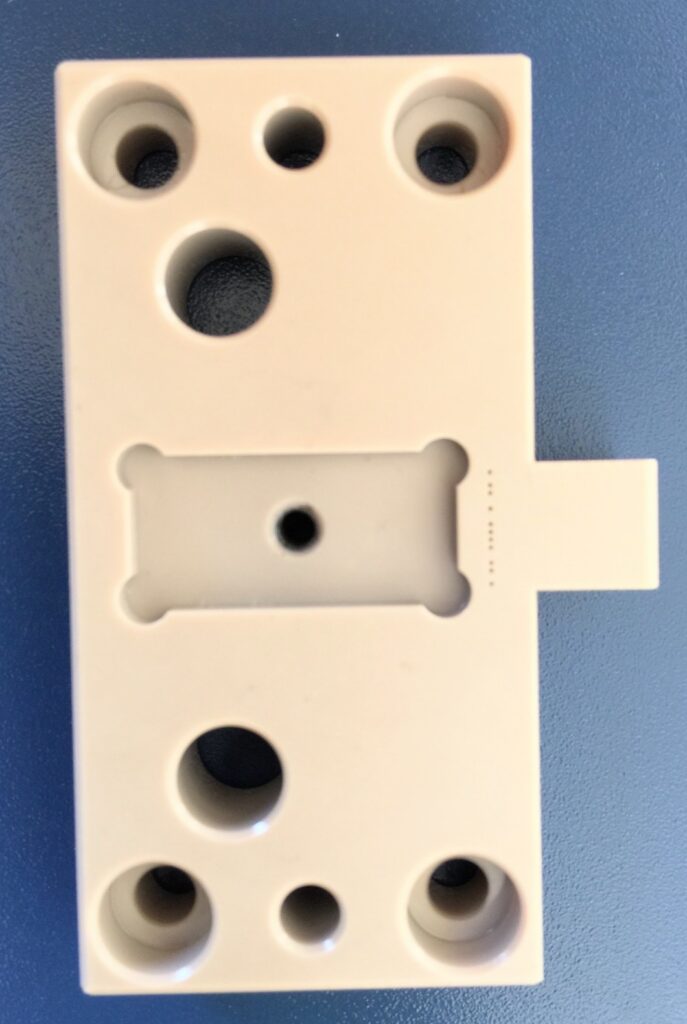
製作実績
当社の製作実績を一部ご紹介します